Click on each tab below to read more.
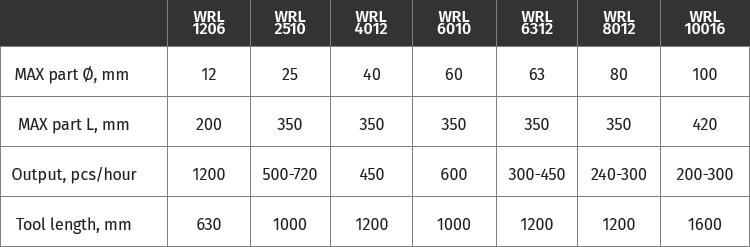
The model name is determined by the maximum diameter of a billet and by the length of a rolling tool.
Single-piece rolling output of the lines WRL series can reach 720 parts/hour (depending on RF current heating power). The output of pair rolling is doubled.

Lines WRL series have one (top) movable die. A slider is installed on rolling-contact bearings with automatic clearance adjustment allowing to minimize friction losses and avoid clearance in guides when the slider is heated during the rolling process.










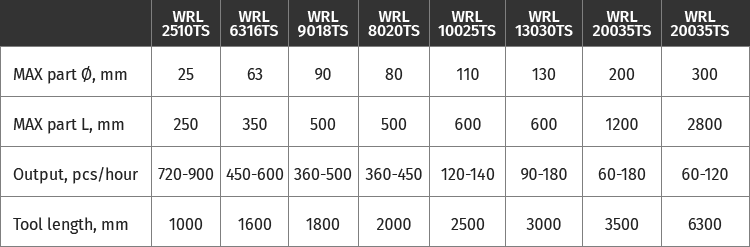
The model name is determined by the maximum diameter of a billet and by the length of a rolling tool.
Single-piece rolling output of the lines WRL TS series can reach 600 parts/hour (depending on RF current heating power). The output of pair rolling is doubled.

Line WRL TS series have two movable dies that allow to use wedge die up to 3,5 m in length, and produce preforms up to 300 mm in diameter.
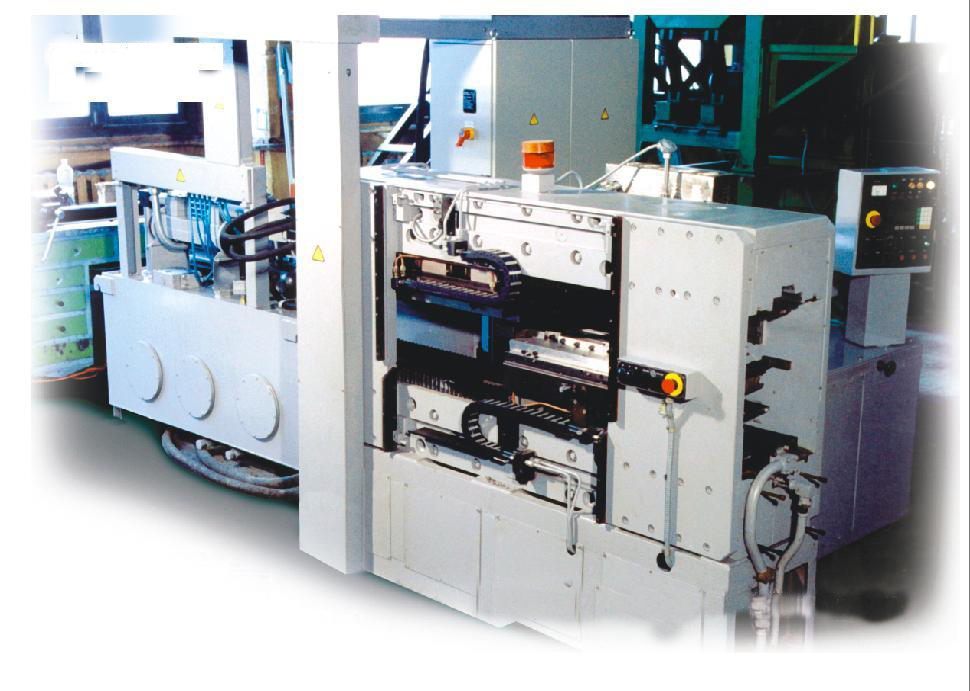




The Tool is the most important component of the forging production. ATMengineering employs experienced specialists in tool design and tool production which allows us to produce high quality tools for CWR machines. Along with the tool itself, we provide our customers with a set of drawings and make proper adjustments after trial runs at our plant. Customer personnel may be trained at our facility where they will receive all the necessary knowledge of rolling technology, tool design, and CWR line servicing.







